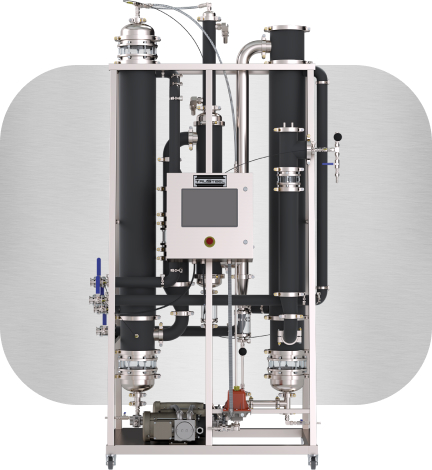
AUTOMATED SOLVENT RECOVERY SYSTEMS
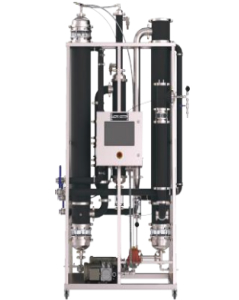
AUTOVAP™ 100 Solvent Recovery System
Up to 100 US Gal/Hr* (378 liters) per hour recovery
An industrial scale step up from the AV30, The AutoVap 100 features several upgrades over older generations. Rotary Lobe pumps for food safe processing coupled with full drainage and 100% triclamp construction allow the AV100 to be easily certified for GMP production of a wide array of compounds.
Built with ASME listed, domestically sourced components the AutoVap 100 can also be upgraded to BPE SF1 or even SF4 finish standards for the most strict GMP operational environments such as pharmaceutical industries.
Large-Scale Automated Solvent Recovery
With a recovery rate of up to 100 gallons per
hour, and continuous, automated operation,
the AV100 recovers 95%+ solvent in one
pass.
Lower your footprint, costs, and time of
operation while eliminating any bottlenecks
with the AutoVap. Find out why all the
leaders in the extraction industry are turning
to TruSteel.
*Different solvents may result in
varied recovery rates.

Up to 100 US Gal/Hr*
(378 Liters) Per Hour Recovery

Complete Automation
Easy to Read Display

95-99% Solvent Recovery
Precise Parameters/Control

Low Residence Time
Less than 3 Minutes

C1D2 Compliant
Hazloc Motors & Intrinsically Safe HMI

Peer Engineer Reviewed
Streamlined Safety Approval Process
UL 508B Compliant
US & Canada

Made in USA
Highest Standard of Quality & Testing
Quality Standards
| Chiller (30 Ton Cooling Power) | 460V/3Ø/121A 135 x 53 x 96 (LxWxH inches) 2648 lbs. (empty weight) |
| Vacuum Pump | Powered by the PLC |
| Water Heater Skid | 72 x 96 x 48 (LxWxH inches) Water Pump Control Panel 230-240V/3Ø/28A Option 1: Electric 240V/3Ø/440A 480V/3Ø/221A Option 2: Gas 400K BTU 3/4″ Gas Connection |
| Control Panel [PLC] | 208-240V/1Ø/27.5A 8 x 36 x 48 (LxWxH inches) |
| AV100 Footprint | 36 x 48 x 108 (LxWxH inches) |
- Up to 100 US Gal/Hr Recovery*
- 95-99% Removal 1st Pass
- <3 Minute Residence Time
- Fully Automated Operation
- Fail Safes, Alarms, Data Logging, Remote Control
- Material: Stainless Steel, PTFE, & Borosilicate
- Compatible with: Ethanol, Methanol, Heptane, Hexane, Acetone, Acetonitrile, and More!
- UL Listed Ancillary Equipment Included: Heating System, Cooling System, and Vacuum
- Solvent Resistant Touch Screen
- Engineer Reviewed for Safe Operation in Hazardous Locations
- USA and Canadian UL 508B Listed
- Installation, Training & Support Included
- 1 Year Warranty
*Different solvents may result in varied recovery rates.
| Facility Power | 480V | 240V |
| Phase | 3Ø | 3Ø |
| Total Amps (Electric Heater) | 296 | 590 |
| Total Amps (Gas Heater) | 150 | 300 |
Looking for a custom evaporator?
Our engineers can build a custom solution for you.