A case study on desolventizing cannabis raffinates for clean cryo-ethanol processing
In the competitive, growth-driven business of cannabis extraction, choices abound for an extraction firm. Perhaps foremost among these choices, is the selection of extraction processing equipment, as this decision bounds other factors such as: health & safety, environmental sustainability; solvent compatibility, processing scale, product optionality, as well as workflow flexibility. With solid grounding in fundamental scientific and business principles, an extraction firm is best positioned to competitively navigate the selection, operation, and maintenance of cannabis extraction equipment. As experience has been gained in scaling up the cannabis extraction industry, there may be opportunities to incorporate process equipment into existing and new factory workflows, which improve financial and environmental performance. In this blog post, a case study of Jaxon Technologies’ Botanical Solvent Recovery (BSR™) process will be discussed in the context of economical “zero-waste” cryo-ethanol processing.
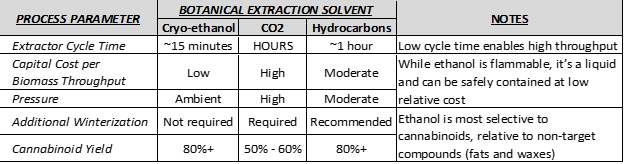
As the cannabis industry has scaled up, cryo-ethanol extraction has dominated the high-throughput cannabis processing space. For many of the reasons highlighted in previous TruSteel blog posts, the team at Jaxon Technologies chose ethanol-based solvent for CBD extraction. From an extraction firm perspective, ethanol provides the best balance of safety, efficiency, scalability with good selectivity for a broad spectrum of cannabis-derived compounds, including cannabinoids. Countless articles have been written comparing the virtues of the three main solvent classes of choice for cannabis processing: ethanol, carbon dioxide (CO2), and hydrocarbons. Table 1 summarizes the major parameters to balance when comparing cannabis extraction solvents.
Table 1: Comparative Parameters for botanical extraction solvents
Regardless of solvent choice, tracking “waste” or “byproduct” flows through a given cannabis processing workflow is critical to maximizing product yield at the lowest realistic cost. Furthermore, waste management is a common theme in cannabis regulation, particularly as the various “non-product” streams in extraction facilities may contain residual solvents or cannabinoids, both of which could cause risks for public health and the environment. Solvent-containing waste streams have the potential to contaminate air, water, and soil; ethanol itself is a potent volatile organic compound (VOC) and can create biological stresses in aquatic and terrestrial ecosystems. Existing cannabis waste regulations encourage beneficial reuse of the organic byproducts through composting, for instance, but such processes would only be technically and environmentally sound if residual solvent is fully purged.
In cryo-ethanol processing, the highest mass flow stream circulating through the factory is liquid ethanol solvent, but the most massive waste stream by far is the spent biomass (“raffinate”) remaining after washing with cold ethanol solvent. While planning its Redmond, Oregon cryo-ethanol extraction factory, the team at Jaxon Technologies had particular concern for the contents and fate of the raffinate byproduct; our experience with centrifugal separations in other applications strongly suggested that a substantial amount of ethanol could remain in the raffinate. This concern was corroborated in conversations with consultants and vendors, who acknowledged that “some” solvent would remain “bound” in the raffinate but could not specify a clear design basis on which to engineer a solution.
In reviewing literature and gleaning as much realistic data from experienced vendors or practitioners, it seemed reasonable to assume that approximately 10-20% of the raffinate mass from a basket centrifuge extractor could be “bound” solvent. Intuitively, when considering a comparable application of basket centrifuges, anyone who has operated typical household washing machines knows clothing is considerably heavier after the wash, rinse, and spin cycle. Why would a cryo-ethanol extraction centrifuge behave any differently, particularly on such short cycle times compared to aqueous garment washing cycles?
Following this line of reasoning implies that ethanol-laden raffinate from a planned 2,000 pound per day extraction facility may create the potential to offgas up to 400 pounds per day of ethanol solvent, resulting in VOC emissions1 and the obvious loss of valuable extraction solvent. Given the critical role of solvent recovery in the cryo-ethanol extraction processing workflow and the perceived risks of “discarding” up to 400 lbs per day of solvent with a compostable waste stream, additional equipment for solvent recovery from raffinate might be of value.
Faced with this data and insight, the Jaxon team developed its first BSR™ system, a patent-pending thermal process to recover volatile compounds such as solvent and terpenes from cannabis biomass. Installed and commissioned in fall of 2020, this first BSR™ recovers up to 30-35 gallons of re-use quality CDA-12 extraction solvent from up to 700 pounds of hemp raffinate per 11-hour processing cycle. The recovered solvent quality from the BSR™ is comparable to what is produced from a falling film evaporator such as TruSteel’s AV-30, while the resulting “desolventized” raffinate is composted into soil amendments locally off-site, thereby closing a critical material flow loop in the hemp biomass supply chain.
As an example, to further demonstrate the potential benefits of solvent recovery with BSR™, let’s consider a hemp cryo-ethanol extraction process at a design basis of 2,000 pounds of biomass per day. At this scale, a typical cryo-ethanol extraction unit operation would be a 30- or 40-pound basket centrifuge extractor. Assuming “bone-dry” 9% CBD biomass and 60% target CBD content in the extracted resin, there is a maximum of 300 lbs/day of resin to extract, which is 15% of the target biomass input to the process. Therefore, in an ideal case, the biomass discharged from a 30-pound extraction bag would weigh 25.5 lbs upon discharge from the basket centrifuge. Furthermore, the ethanol solvent volume passed through the basket would gain 4.5 lbs of mass. Practically, however, this is not the case as any REAL process has losses and inefficiencies. Furthermore, considering the broad array of real-world problems in dewatering, if a centrifuge could perfectly “dry” biomass solids, there would be significant value gained for industrial waste transport and disposal well beyond the cannabis industry.
Table 2: Stream table for cryo-ethanol extraction daily mass flow rates, including raffinate byproduct processing via botanical solvent recovery (BSRTM)
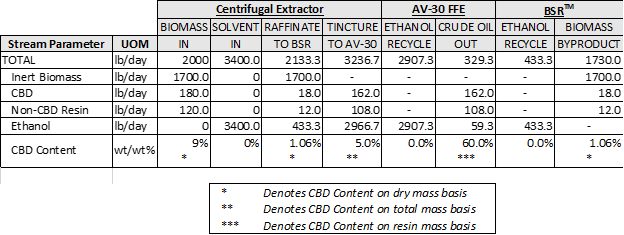
So, what does a REAL mass balance result look like for a 2,000 pound per day basket centrifuge extractor? Let’s assume a practical target of 90% overall yield on CBD mass basis; therefore, the resulting ethanol tincture will carry 162 lbs/day CBD, plus an additional 108 lbs/day of non-CBD resin to solvent recovery. This leaves 30 lbs/day of resin remaining in the total biomass “raffinate” stream discharged from the extractor. Assuming a target tincture saturation level of 5% mass of CBD, a total of 3,400 pounds per day of ethanol will flow through the centrifuge basket. With 98% ethanol recovery, TruSteel’s AV-30 falling film evaporator will recover 2,907.3 pounds per day of ethanol from the extracted resin. The 59.3 lbs/day of ethanol remaining in the crude oil will be devolatilized in a decarboxylation reactor, such as TruSteel’s DR-10. In summary, to displace 270 lbs per day of cannabinoid resin, at least 360 lbs per day of ethanol are expected to be “bound” in the biomass raffinate. In practice, a typical 30 lb extraction bag might weigh 6 to 7% more upon discharge from the centrifuge – due to resin displacement plus additional solvent binding – resulting in up to 433.3 lbs/day of ethanol to recover from the raffinate. These results closely match the original estimates the Jaxon team made when planning the first BSR™ installation in our Redmond, OR factory, and is within the range of solvent recovery rates observed in actual BSR™ system operations there today.
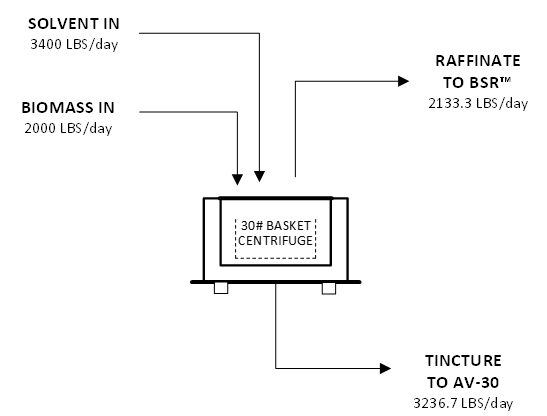
Figure 1: Daily mass flow rates for 2000 lbs/day hemp cryo-ethanol extraction with 30-pound basket centrifuge
Based on the experience implementing and operating BSR™ in an Oregon-based hemp extraction factory, true “closed loop” botanical cryo-ethanol extraction is within reach. As regulatory burdens for VOC emissions and solid waste management continue to encroach on the cannabis industry, the value of technical solutions such as BSR™ will be integral to the long-term viability of cryo-ethanol extraction. A typical BSR™ system installation could pay for itself in as little as 18 months on solvent savings alone, while providing “peace of mind” to regulatory compliance officers by converting a potential liability into a known asset (re-use quality solvent) as well as a byproduct that is safe to handle, transport and transform into value-added products, such as compost. Finally, alongside high-throughput falling-film evaporators such as TruSteel’s AV-series systems, BSR™ technology is integral to ensuring cryo-ethanol extractors have a consistent supply of high-quality recycled solvent to minimize their input costs and environmental footprint.
In Partnership with Jaxon Technologies